螺桿壓縮機維修技術的探討
發布日期:2017-12-23 16:39:57 瀏覽人數:已有0 瀏覽
螺桿壓縮機維修技術的探討
螺桿壓縮機在石油化工、冶金等企業中,是用于原料氣空氣動力的大型設備。在施工過程中,正確的施工程序,合理的施工機具與人員配制。精心地組織、精心地施工。掌握好機械的相互關系與各部間隙的連鎖反應,是保質保量完成螺桿壓縮機機組安裝的重要保證。
LG60型螺桿機組要技術參數

一、 螺桿壓縮機維修結構
螺桿壓縮機具有兩個旋轉轉子(陽轉子與陰轉子)水平且平行地配置在氣缸體內,支于進排氣座的軸承上。在陰、陽螺桿轉子上的排氣端外側裝有止推軸承,承受由吸氣和排氣壓力差而產生的軸向推力。在吸氣側和排氣測的軸承與螺桿轉子之間設有軸封裝置,在軸封裝置靠近螺桿轉子側充入氮氣以防止軸承的潤滑油漏入氣缸和氣缸內氣體向外面泄漏。
陰陽螺桿轉子在吸氣端外側均設置有同步齒輪,同步齒輪的速比與螺桿的速比相等。陰陽螺桿轉子靠軸承支撐和同步齒輪薄片的調整來保證陰陽轉字之間,轉子外圓與氣缸體之間以及轉子端面與氣缸端面之間均保持極小的間隙,工作時互不接觸,不會摩擦也不需要潤滑。為了獲得轉子之間間隙的最小值,減小熱膨脹對間隙的影響,氣缸內噴入適量的軟化水,已控制因壓縮而升高的排氣溫度,使原本絕熱過程趨向于等溫過程,從而有效提高容積效率,從而較小功耗及降低噪音。
1. 機殼
機殼由進氣座、氣缸體、排氣座、前蓋和后蓋等部分組成。進氣座上設有進氣口和軟化水接口。氣缸體、排氣座分別設有三角形徑向排氣孔口,和蝶形軸向排氣孔口,它具有最大可能的流通面積,使其排氣壓力損失最小。徑向排氣口和軸向排氣口保證排氣時氣缸壓力達到設計最佳值,并使效率趨向最佳。
2. 螺桿轉子
水平且平行安放在殼體內的一對嚙合的轉子旋轉運動與殼體上的進氣口、排氣口組成螺桿壓縮機的吸氣壓縮和排氣三個過程,在吸氣和排氣之間形成三個壓縮腔,因此壓縮機的內壓比較大,抽吸介質的真空度也大。
螺桿型線為SRM-D型線,外徑321mm,長徑比1.65,扭角為300度左右。螺桿轉子經過細致和精密的加工,其齒頂和端面上制有精致的密封棱邊,螺桿與殼體之間的微小間隙就靠這些棱邊來保證。轉子經過多次動平衡試驗,精度等級為2.5級,因此轉子在拆卸過程中必須嚴格保護。
螺桿轉子材質為2CR13不銹鋼,可以防止介質的腐蝕,經過細化和調制熱處理,所以具有足夠強度和剛度。
3 同步齒輪
同步齒輪(小齒輪和大齒輪)分別安裝于壓縮機吸氣端的陽轉子和陰轉子上,以保證陰陽轉子同步運轉。齒面經過磨齒精度等級為7級。
為了便于調整轉子之間的間隙以及反轉時型面背部不被摩擦,陰轉子的被動同步齒輪有輪轂和厚薄齒三大件組成。陰陽轉子之間的嚙合間隙及同步齒輪的側間隙就是依靠厚薄齒片來調節的。
3. 軸承
進氣端在密封裝置與同步齒輪之間,設有徑向滾動軸承,排氣端設有止推滾動軸承和徑向止推滾動軸承。所有軸承都由油站輸送來的潤滑油冷卻潤滑。
徑向滾動軸承支撐螺桿承受徑向力,軸承間隙對螺桿間隙,螺桿外緣與殼體之間的間隙都有影響,必須嚴格控制。
止推滾動軸承中的止推塊承受壓縮機正常運轉時,由吸入和排出壓力差而產生的軸向推力,或則因緊急停車時,螺桿反轉所產生的推力。
止推軸承軸向間隙,直接影響螺桿轉子端面和氣缸端面之間的間隙。當軸承因磨損間隙增加時,可以重新調整軸承的軸向游隙,必要時調換軸承。
4. 軸封裝置
壓縮機陰陽轉子的進端和排端都采用迷宮密封與集裝雙端面機械密封的復合密封形勢。在迷宮密封與雙端面密封之間充入氮氣作為緩沖氣,防止密封油與介質氣體混合,進一步提高密封效果。部分殘余的氮氣和泄漏的密封油通過污油孔回到密封油收集器。
集裝式雙端面機械密封是一種依靠彈性元件對動靜環端面密封副的預緊和介質壓力與彈性元件壓力的壓緊而達到密封的軸向密封裝置。構成雙端面機械密封的基本元件有:端面密封副、彈性元件、輔助密封、傳動件、防轉銷和緊固件。
該機械密封兩個端面摩擦副之間可以充滿中間液體(密封油),當中間阻塞流體壓力大于被密封流體壓力和大氣壓時,密封用作阻塞密封。由于壓縮機潤滑油系統與密封油系統分開,有效的避免由于密封油污染導致潤滑油對軸承的危害,從而保護了軸承。這種集裝式密封的動換,靜環、軸套與壓蓋和輔助密封在安裝前用一軸套集裝在一起,容易保證安裝的質量,檢查合格只要把緊螺栓即可。
二、工作原理
螺桿空壓機癿工作循環可分為吸氣過程(包括吸氣的封閉過程)、壓縮過程、排氣過程。隨著轉子旋轉,每對嚙合的齒相繼完成相同的工作循環,返里只對其中一對齒進行研究。
1、 吸氣過程
隨著轉子的轉動,齒的一端逐漸脫離嚙合而形成了齒間容積,這個齒間容積的擴大在其內部形成了一定的真空,而此時該齒間容積僅僅與吸氣口連通,因此氣體便在壓差作用下流入其中。在隨后的轉子旋轉過程中,陽轉子的齒不斷地從陰轉子的齒槽中脫離出來,此時齒間容積不斷地擴大,并與吸氣孔保持聯通保持連通。隨著轉子的旋轉齒間容積達到了最大值,并在此位置齒間容積與吸氣口斷開,吸氣過程結束。
吸氣過程結束的同時陰陽轉子的齒峰與機殼密封,齒槽內的氣體被轉子齒和機殼包圍在一個封閉的空間中,即封閉過程
2、 壓縮過程
隨著轉子的旋轉,齒間容積由于轉子齒的旋轉嚙合不斷減少,被密封在齒間容積中的氣體所占的體積也不斷隨之減少,導致氣體壓力升高,從而實現氣體的壓縮過程。壓縮過程可持續到齒間容積即將于排氣口連通之前。
3、 排氣過程
齒間容積與排氣口連通后即開始排氣過程,隨著齒間容積不斷的縮小,具有內壓縮終了壓力的氣體逐漸通過排氣口被排出,返一過程持續到齒末端的齒型線完全嚙合為止,此時齒間容積內的氣體通過排氣口被完全排除,封閉的齒間容積的體積將變為零。
三.排氣間隙的調整
在大修中其中關鍵技術是排氣間隙的調整,調整間隙的大小直接影響到壓縮機的工作性能。間隙過大,會降低壓縮機的工作效率,造成出氣不足,功率達不到,就會造成機器超溫而自動停機;間隙過小,即使暫時運行正常,時間一長,待軸承磨損后,也容易使轉子與機器轉子端面與排氣端蓋摩擦,損傷主機。因此調整間隙時要注意以下幾個要點
1. 在測量間隙時,要將排氣端蓋與殼體用螺栓壓緊,否則將影響測量數據的準確性。
2. 用千斤頂將螺桿頂起,定實后裝入軸承,確保軸承已到位,用軸承內圈壓蓋壓緊后松開千斤頂
3. 在排氣端裝上百分表,使百分表探頭頂在軸端上,調整百分表指針到零位,頂起千斤頂,直到百分表度數不再增加為止,此時讀數應在 0.05~0.08 范圍內如果不在范圍內需卸下重新調整墊片,直到符合為止
4. 測量裝入軸承后,軸承內圈(排氣端)的端面跳動量,裝上百分表,將百分表探頭頂在軸承內圈上,用手轉動轉子一圈,視百分表指針的擺動量,此數值應在 0.01mm 內,否則應檢查軸承外圈是否到位或軸承、軸承座圈內是否有雜質。
5. 裝上軸承壓蓋,并擰緊壓蓋螺栓,裝上百分表,將百分表探頭頂在軸承內圈壓蓋上,頂起千斤頂,檢測軸承的游隙,此游隙應在 0.015~0.03mm 范圍內,如果不在此范圍內,可調整軸承壓蓋上的鋼片厚度,直到符合為止
四:同步齒輪的調節
同步齒輪——同步齒輪分別裝在陽,陰轉子進氣端軸頸上,當陽轉子旋轉時帶動陰轉子,以保證陽,陰轉子運轉時的同步性。雖然陽,陰轉子間的間隙較小,但受同步齒輪的控制與保障,陽陰轉子間永遠是無磨擦運行。
另外同步齒輪的加工精度比較高,又有調節齒片的控制,轉子在高速旋轉時,足以保證傳動的正確性。為了便于調整陽,陰轉子之間的上下間隙,陰轉子上的從動同步齒輪由輪轱和齒輪片組成,(齒輪片組又分為兩片,厚片為同步齒輪受力齒片,另一薄片為調節齒片),
設計兩片齒輪的錯位組合,主要是為了防止機組瞬間起動時齒片斜向推力、機組振動、機組緊急仃車、止回閥失靈、系統壓力回流、導致陰陽轉子返轉時、起到保護作用,使陰陽轉子不會相互碰撞損壞,
同步齒輪的調節,復測陰陽轉子上下間隙達不到理想數據時,應松開陰轉子同步齒上的調節大齒片,撥出對稱穩釘,從新對同步齒輪進行調節, 轉子間隙合格后(必須在主推受力狀態下進行),緊固調節大齒片,再次復查陰陽轉子上下間隙,直到合格,從新鉸孔配對稱穩釘,同時檢查同步齒輪小齒片與陽轉子同步齒的咬合間隙,應控制在0,04㎜~0,06㎜,檢查時,大齒輪必須處于咬合工作狀態,如個別齒片間隙較小時,應涂色研磨小齒片,盤車檢查時應從齒輪裝配點開始,盤至樣點回零點為止。如不超過技術文件要求,應對錯位的穩釘孔重新鉸孔,擴孔鉸入的穩釘孔深度應一致,配孔的穩釘長度,重量也應致,以確保螺桿轉子的動平衡與穩定。
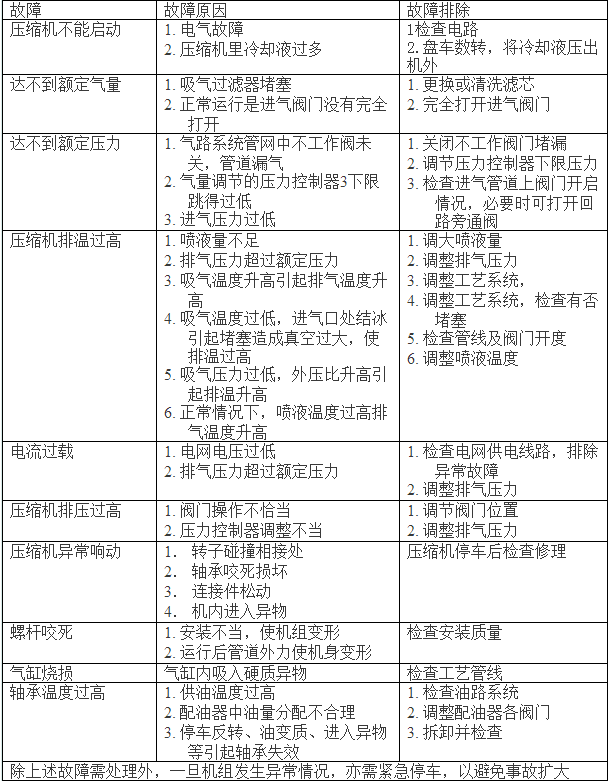
五 故障分析與排除
探討電話:13253671251 陸經理
鄭州向陽制冷技術服務有限公司,是一家專業從事中央空調機組設備維修、銷售及安裝服務于一體的工程制冷有限公司,擁有十多年維修經驗工程師為技術后盾,公司成立初期,秉承“專業創造價值,真誠贏得信賴”的服務宗旨。奉行以“信譽求生存,以服務求發展”的經營理念。從設備維修方案、工程設計、安裝調試、運營管理、等方面為客戶提供優質高效的全程服務。在用戶中贏得廣泛的贊譽。
鄭州向陽制冷技術服務有限公司,在當今充滿競爭和挑戰的時代浪潮中,以堅定的步伐和信念走出了一條獨具特色的工程維修安裝企業的發展之路。公司將與時俱進,不斷自我創新和完善,把握現在,必將創造更加精彩而美好的未來.








 ??備案號:
??備案號: